

NEWS CENTER
NEWS CENTER

For the rear axle of a trailer, many car owners believe that its structure is simple and its technical content is not high, but in fact, it is not. As a driven axle, although the design complexity of the trailer rear axle is not as complex as that of the drive axle, it bears the performance of the vehicle's load-bearing, braking, driving, and other aspects, directly related to driving safety.

Producing a trailer rear axle is simple, but producing a high-performance trailer rear axle is not simple. Leaving aside the front-end drawing design, as well as the quality inspection steps such as raw material testing, strength/accuracy testing, fatigue testing, impact testing, and salt spray testing during the production process, the production process alone requires more than ten production processes.
Next, Darong Axle will lead you into the axle production workshop to see how the rear axle of the trailer is transformed from raw materials into finished products.
Raw material cutting

The raw material used for the Darong axle is 20Mn2 high-strength alloy seamless steel pipe, with wall thicknesses ranging from 9mm to 22mm depending on the type of axle. Raw material cutting refers to cutting raw materials into lengths that are easy to process according to the requirements of the drawings.
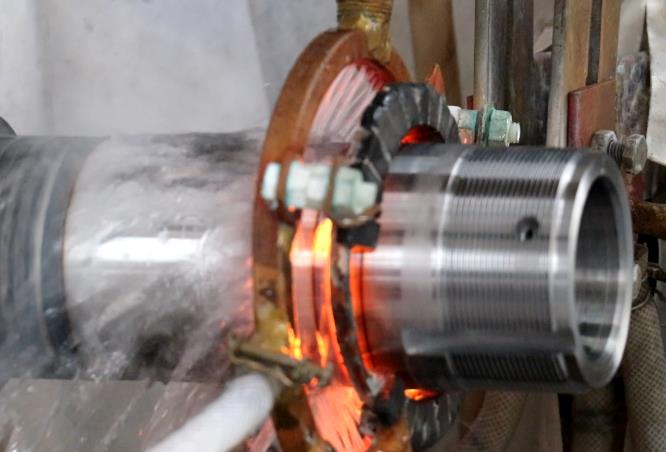
Hot rotary rolling
The main functions of hot rotary rolling are twofold: firstly, in terms of appearance, preliminary processing of the prototype of the shaft head provides a certain foundation for subsequent series of rough and fine processing; The second aspect is the internal aspect, which improves the mechanical properties of the steel pipe and fully avoids poor metallurgical quality of the steel, which affects the microstructure and mechanics of the finished product.

When the metallurgical quality of the raw material is poor, there will be a large amount of non-metallic impurities. When they exist in a continuous, aggregated, network, or series form, it is easy to cause continuous cleavage of the local base metal, reduce plasticity and strength, and easily form micro cracks or internal sharp angles in subsequent processing, ultimately leading to stress concentration and fatigue failure.
By hot rotary rolling, the needle like proeutectoid ferrite inside the raw material grains can be broken, significantly improving the Widmanstatten structure, weakening the molding resistance and deformation energy consumption of the raw material, reducing or eliminating casting defects, and providing a solid foundation for the stiffness of the finished product.
Cold push formula
Cold extrusion is a key step in manufacturing square shaft tubes, which can be processed into square shapes from circular shafts.

Due to the axial direction of the fibers in seamless steel pipes, in order to prevent cracks at the raw material corners during the pushing process, Darong chose a hydraulic slow forming device. At the same time, in order to minimize the pushing force and ensure the stability of the forming process, taking into account the thickness of the raw materials, multiple sets of pushing rollers were used to gradually push the square forming method.
quenching
Quenching is a common treatment process in steel processing. The Darong fully automatic quenching machine greatly reduces manual intervention and has higher operating accuracy.

During the quenching process, the austenite content inside the steel will gradually increase. After cooling with water, the austenite will be converted into martensite, which is the desired product of the quenching process. Due to its extremely high carbon content, it is very hard in nature and plays a crucial role in improving the stiffness and strength of the axle.
Insulation tempering
Insulation and tempering are inseparable from quenching. As we mentioned earlier, martensite can be obtained after quenching, but the stability of the martensite that has just been converted is relatively poor, and a portion of austenite residue will also be generated. Once suitable conditions are met, transformation will occur, causing axle deformation.

In addition, after quenching, there is generally residual large thermal and structural stress inside the axle, which is often distributed at edges and corners or some holes. If not eliminated in a timely manner, it can also easily lead to axle deformation or cracking.
At this point, it is necessary to conduct insulation and tempering in a timely manner. The insulation and tempering process of the Darong axle can fully reduce or eliminate quenching internal stress, improve the ductility and toughness of the axle body.
Shot blasting and sandblasting
The sandblasting process has three main functions, the most obvious of which is surface cleaning. After the previous heat treatment, some metal burrs or oxide layers will remain on the surface of the axle. Through sandblasting treatment, it can play a good cleaning role and improve the smoothness of the axle;

Secondly, sandblasting can alter the physical and mechanical properties of the axle. The principle of sandblasting machine is to spray small sand particles at high speed, forming an impact and cutting effect on the surface of the axle, increasing the hardness of the axle surface, improving wear resistance and fatigue strength;
In addition, sandblasting can also lay the foundation for the subsequent paint spraying process. After sandblasting, the surface of the axle will have some concave spots caused by sand particles. When spraying the primer or topcoat in the future, it can enhance adhesion, prevent paint peeling, and enhance the anti rust ability of the axle.
Straightening
The function of straightening is to correct various bending of the axle during production and processing, especially during heat treatment. Although the strength and toughness have been improved, it is still unable to completely avoid subtle and unrecognizable bending phenomena of the axle.

If it is not restored to deformation through the straightening process, to be honest, it cannot be seen from the appearance. However, during use, it will affect the stress distribution of the axle beam or axle end components in use. It can cause body vibration and unstable driving, and in severe cases, it can cause axle cracks or direct axle breakage, affecting driving safety.
The Darong axle adopts an automated multi-point straightening machine, which can automatically correct various bending phenomena of the axle during processing or heat treatment, providing a foundation for the processing accuracy of the finished product.
Primer spraying
The main function of primer is to prevent rust. We all know that the axle is installed on the chassis, and the sand, dust, rainwater, and even the salt used to melt snow on the road surface can corrode the paint layer of the axle.

Spraying a layer of primer can provide isolation, moisture resistance, oxidation resistance, and corrosion resistance, while also laying a good foundation for the topcoat.
CNC machine tool processing
CNC machine tool processing mainly focuses on the shaft head, providing a foundation for the installation of subsequent components such as wheels, bearings, and brake drums on the shaft head, which is equivalent to the foundation of high-rise buildings.

The higher the machining accuracy, the more guarantee it can provide for subsequent assembly accuracy, avoid unnecessary friction and loss of wheel end components, improve the operational reliability of the wheel end system, and prolong the maintenance cycle.
Intermediate frequency induction processing
Intermediate frequency induction processing is a strengthening process that mainly targets the shaft head. The axle head is used to connect key components such as bearings and wheels. To ensure the stable performance output of each component under high-speed operation, the strength and toughness of the axle head are crucial.
The medium frequency induction treatment of Darong adopts non-contact heat treatment strengthening technology, which forms alternating electromagnetic fields by inputting medium frequency currents. The alternating current is transmitted to the shaft head through induction coils, forming an induction electromotive force of the same frequency. The heating is rapid, the heat penetration depth is large, the internal and external temperature difference is small, and the temperature field is uniform. This not only improves the strength and toughness of the axle to a greater extent, but also affects its magnetic and corrosion resistance Antioxidant properties play a positive role in improving its safety and stability, and extending the service life of the shaft body.
Automated welding
In the production process of the axle, welding work is mainly used for the welding of brake base plates, spherical bearings, air chamber seats and other components. After the welding is completed, the semi-finished axle welding can be obtained.

The welding process of the Darong axle adopts robot automatic welding, using a laser positioning system to track and identify the position of the weld seam, ensuring the consistency, aesthetics, and firmness of the weld seam, and ensuring more stable welding quality.
Topcoat spraying
The topcoat is the color of the finished axle that we usually see, usually in black and gray. Some customers also request to spray red, green, silver or other colors, which can be customized.

Through an integrated production line of spray painting and drying, various dust pollution from the air that comes into contact with the paint surface during the drying process can be reduced, and the quality and effectiveness of spray painting can be better guaranteed.
Finished product assembly
Assembly requires the installation of wheel hubs, brake drums/discs, inner and outer bearings, and other components on the basis of welding the semi-finished product to obtain the finished axle.

Assembly accuracy mainly includes dimensional accuracy, relative motion accuracy, mutual position accuracy, contact accuracy, etc. among components, dimensional accuracy also includes fitting accuracy and distance accuracy. The accuracy control of assembly processes is mainly divided into two points: the accuracy of the components themselves and the accuracy of assembly technology.
In order to better ensure the accuracy of components, Darong Axle chooses to purchase external accessories, such as bearings, wheels, brake drums, etc., all of which are domestic strength brands, ranking among the top in their respective fields. On the one hand, these brands have been deeply rooted in the accessories industry for many years, and their quality has been baptized and tested by the market, possessing corresponding quality assurance capabilities; On the other hand, after the accessories arrive, Darong also needs to conduct a series of tests on their strength, accuracy, etc. Only after passing the tests can they be put into use, adding another layer of quality assurance.


In terms of assembly technology accuracy, Darong Axle has chosen an automated assembly line, paired with high-precision guidance, positioning, feeding, adjustment, detection and other instruments, to ensure the high accuracy and consistency of the assembly process in highly repetitive assembly tasks, and fully reduce or reduce the rate of non conformities.
As you can see, to create a reliable and durable axle, there are several processes involved, and each process requires precise and stable operation. Then, it is combined with various quality inspection processes to complement each other and jointly cast the quality cornerstone of the finished axle.
ONLINE MESSAGE
 24-hour consultation telephone
24-hour consultation telephone
400-6363-989
If you have any needs, you can contact us
CONTACT US
Customer Service Hotline:400-6363-989 Company Address:No. 2, Guoyuan Road, Industrial Park, Quanpu Town, Liangshan County, Jining Cityall rights reserved Darong traffic machinery Co., LTD Lu ICP No. 20025388-2